

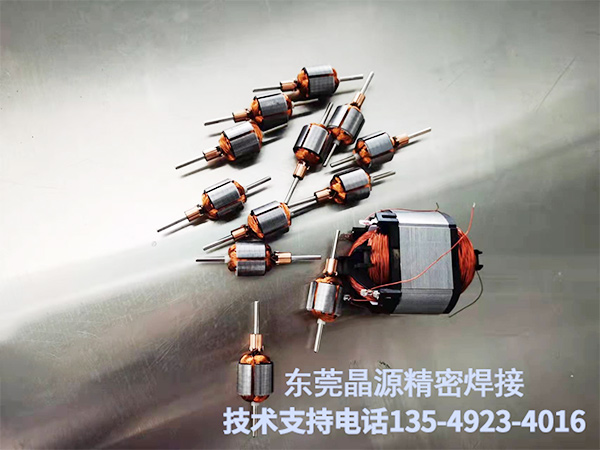
因为铜价格昴贵,而且价格波动很利害,对应的漆包铜线一样水涨船高,铝的比重还不到铜的三分之一,用漆包铝线绕制一只绕组的成本仅是漆包铜线的五分之一。漆包铝线在击穿电压、漆膜连续性、伸长率、回弹、卷绕、耐劣化,急拉等特性方面和漆包铜线没有多大差别。面对成本压力和市场竞争,企业要生存发展,漆包铝线代替漆包铜线是大势所趋,漆包铝线最大的缺点是焊接特性,漆包铝线不能上锡,和普通锡不能浸润焊接,所以只能用电阻焊进行焊接,电阻焊接过程中,如果控制不好焊接工艺又极易造成断线。解决焊接工艺是取代是否成功的核心
东莞市晶源精密焊接经过多年研究,掌握了一套完整的焊接工艺,采用变频逆变焊接电源,多段电流输出,分段精密加压焊接机构,实现焊接良率达到99%,焊接后的强度、导电性能、抗振动等综合性能上与漆包铜线基本一致。对于不同线径漆包线有专业的焊接参数库,焊机可以记录和查询每个焊点的焊接能数,包括焊接电流、焊接电压、焊接功率、焊接压力、回路阻抗、焊接位移等重要信息,有利于焊接参数优化、焊接质量查询、焊接问题分析与追朔。
|
产品型号 |
|
|||
|
电源电压 |
3 相380V (50/60Hz) |
|||
|
控制频率 |
1kHz / 2kHz / 3kHz / 4kHz / 5kH |
|||
|
最大输出电流 |
|
|||
|
最大焊接电流 |
|
|||
|
额定功率 |
|
|||
|
控制方式 |
定脉宽/定初级峰值/定次级电流/定次级电压/定功率/混合控制 |
|||
|
焊接规范数 |
32组规范 |
|||
|
焊接时间设定 |
预压时间 |
0-9999ms(毫秒) |
||
|
加压时间 |
0-9999ms(毫秒) |
|||
|
缓升1时间 |
0-999cyc(周波) |
|||
|
焊接1时间 |
0-9999cyc(周波) |
|||
|
缓降1时间 |
0-999cyc(周波) |
|||
|
冷却时间 |
0-9999cyc(周波) |
|||
|
缓升2时间 |
0-999cyc(周波) |
|||
|
焊接2时间 |
0-9999cyc(周波) |
|||
|
缓降2时间 |
0-999cyc(周波) |
|||
|
保压时间 |
0-9999ms(毫秒) |
|||
|
休止时间 |
0-9999ms(毫秒) |
|||
|
结束时间 |
0-9999ms(毫秒) |
|||
|
循环次数 |
0-9 |
|||
|
次级电流设定范围 |
|
|||