

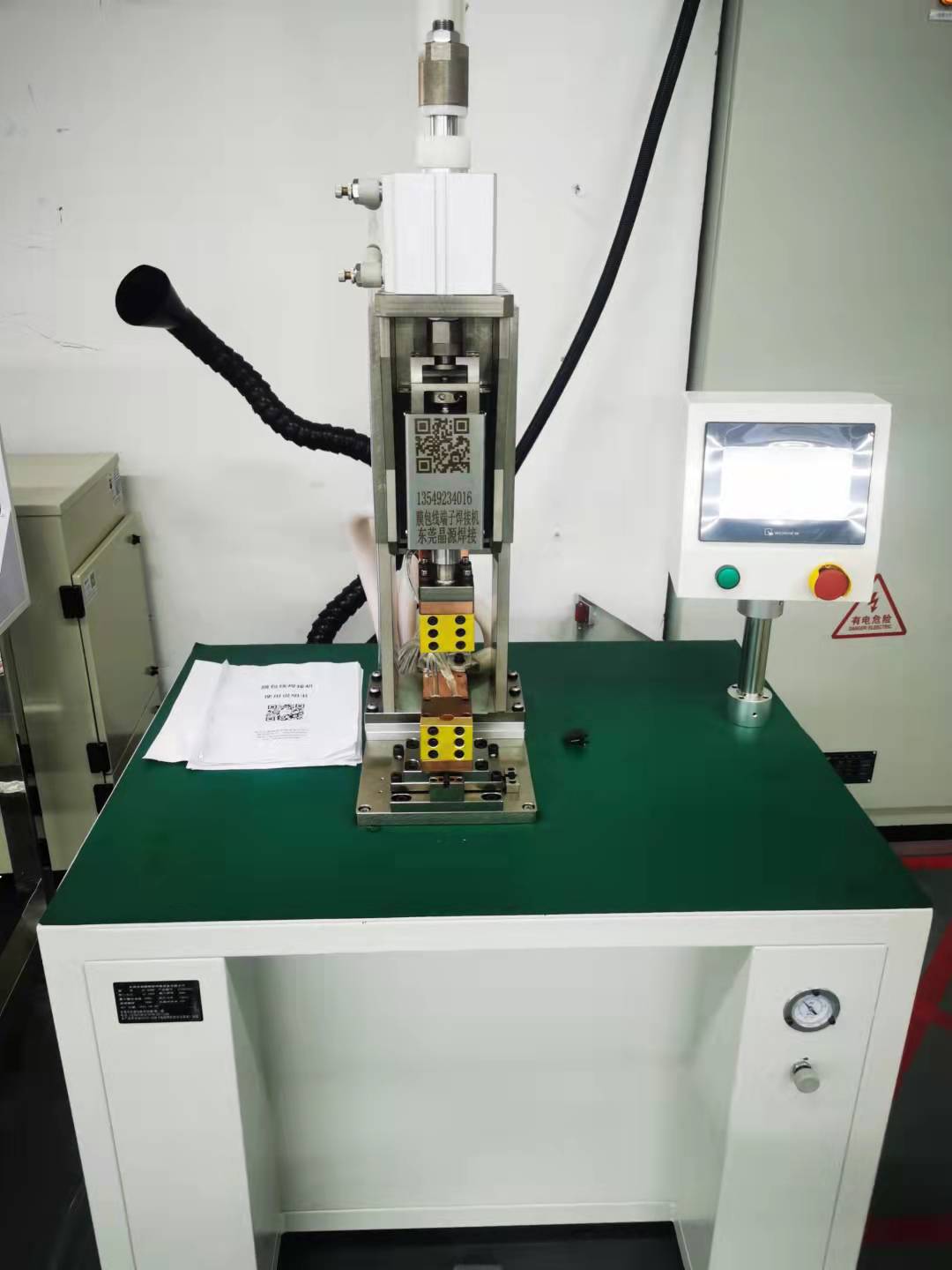
膜包线、丝包线、漆包线、电机定子线、变压器电磁线等与铜端子这间连接,传统工艺焊接需先脱漆,然后与铜端子采取冷压的方式进行,脱漆非常浪费时间,而且还不一定能脱干净,冷压的方式不能保证每一条漆包线能充分与铜端子接触,导通电阻大,影响电气性能,新能源电机转子,高频变压器,通常用几十条,上百上千条漆包线,丝包线,膜包线,这些用传统冷压是不可能的事,用浸锡又极不方便,锡焊不耐高温和极低温,而且接头变脆,存在很多安全隐患。晶源公司针对行业特点,适应市场需要开发的热熔焊接,该项机通过脉冲加执的方式,直接气化漆膜,实现100%可靠导通,线材保持原有物理化学特性,已经大量用于,变压器漆包线与铜端子焊接,油冷电机定子引线与铜端子焊接,电机引线焊接,变压器电磁线焊接,电动车电机定子引线焊接,都不用事先去漆皮,大大提高工作效率,减轻劳动强度,降低生产成本,提高产品质量。取得良好的经济效益,操作界面为触屏方式,全中文,内置专家焊接规范。操作起来非常简单易行。
焊接过程包括两项同时发生的操作:1、经过电极之间的电流加热连接器或接线头(线耳)并导致漆包线线漆皮汽化,同时电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、初期热量将电磁线(漆包线)的漆皮气化;
2、中期进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、后期进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
电机定子铜管电磁线熔接检测方法
1、测试导通率,要求每一根漆包线都是导通的。
2、测试电阻率;电阻率不能高于企业标准。
3、查看熔接程度。剥开端子,能够清晰看到每一根漆包线都是明显的去掉了漆皮。从端子的中间锯开,能够明显看到漆包线之间是几乎没有缝隙的。
4、测试拉力。
5、查看端子外观。端子的任何部分不能有熔融的现象。
电机定子铜管电磁线熔接机的优势非常明显
1、不用事先去漆皮,不用焊锡;
2、接线铜端子熔接工艺,熔接部分具有极低的电阻;
2、焊接强度高,不变脆,优于“焊锡工艺”,避免浸锡变脆,焊不透等;
3、通过此种熔接方式,不可能将电磁线从“接线端子”里拔出来;
4、通过此种焊接方式,成本低,没有其他的耗材成本;
5、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
6、生产效率快,一次只需几秒就可以完成;
此种熔接工艺在国外国内已经有大量公司在应用,并且有多年的使用过程。
1、焊接过程程序控制,使铜管电磁线熔接有效的提高了产品的一致性和质量;
2、铜管电磁线熔接有效的简化了生产过程,有效的提高了生产过程中的安全和环境问题;
3、铜管电磁线熔接因为可靠性的提升,直接有效的减少了人工、培训,安装,维修等成本。
|
产品型号 |
|
|||
|
电源电压 |
3 相380V (50/60Hz) |
|||
|
控制频率 |
1kHz / 2kHz / 3kHz / 4kHz / 5kH |
|||
|
最大输出电流 |
|
|||
|
最大焊接电流 |
|
|||
|
额定功率 |
|
|||
|
控制方式 |
定脉宽/定初级峰值/定次级电流/定次级电压/定功率/混合控制 |
|||
|
焊接规范数 |
32组规范 |
|||
|
焊接时间设定 |
预压时间 |
0-9999ms(毫秒) |
||
|
加压时间 |
0-9999ms(毫秒) |
|||
|
缓升1时间 |
0-999cyc(周波) |
|||
|
焊接1时间 |
0-9999cyc(周波) |
|||
|
缓降1时间 |
0-999cyc(周波) |
|||
|
冷却时间 |
0-9999cyc(周波) |
|||
|
缓升2时间 |
0-999cyc(周波) |
|||
|
焊接2时间 |
0-9999cyc(周波) |
|||
|
缓降2时间 |
0-999cyc(周波) |
|||
|
保压时间 |
0-9999ms(毫秒) |
|||
|
休止时间 |
0-9999ms(毫秒) |
|||
|
结束时间 |
0-9999ms(毫秒) |
|||
|
循环次数 |
0-9 |
|||
|
次级电流设定范围 |
|
|||
|
峰值电流设定范围 |
0.00~9.99kA |
|||
|
脉宽设定范围 |
1%-100% |
|||
|
次级电压设定范围 |
0.00-10V |
|||
|
功率设定范围 |
0.0-90KW |
|||